






















|
LDX-020A 200MM-1000MM średnica TCT okrągła piła ostrze przednie i tylne kąt biegów szlifowania
Szczegóły Produktu:
| Miejsce pochodzenia: | Foshan, Guangdong, Chiny |
| Nazwa handlowa: | Lidexin |
| Orzecznictwo: | CU,ISO |
| Numer modelu: | LDX-020A |
Zapłata:
| Minimalne zamówienie: | 1 jednostka |
|---|---|
| Cena: | Western Union |
| Szczegóły pakowania: | Wymiary mechaniczne (długość x szerokość x wysokość): 1600X1100X1800mm |
| Czas dostawy: | 10-15 dni roboczych |
| Zasady płatności: | T/T, Western Union |
| Możliwość Supply: | 100szt./mies |
|
Szczegóły informacji |
|||
| Otwór brzeszczotu: | ¢ 10-220 mm | Grubość brzeszczotu (blacha stalowa): | 1-12MM |
|---|---|---|---|
| Rozstaw zębów: | 7-110 mm | Kąt powierzchni zęba: | 5 stopni do +30 stopni |
| Zakres średnic brzeszczotów do obróbki: | 200mm-1000mm | Zakres biegów szlifowania ostrza: | maksymalnie 25 mm (regulowanych) zębów/minutę |
| Podkreślić: | Maszyna do szlifowania ostrza piły o średnicy 200 mm,maszyna do szlifowania ostrza piły o średnicy 1000 mm |
||
opis produktu
LDX-020A 200MM-1000MM średnica TCT okrągła piła ostrze przednie i tylne kąt biegów szlifowania
Jakie przygotowania należy wykonać przed szlifowaniem szlifierki:
1,Pomierz zewnętrzną średnicę i środkowe otworzenie ostrza piły i wybierz przewietrzacz, zainstaluj ostrze piły na siedlisku ostrza piły, a następnie zablokuj go walcowym orzechem siedliska ostrza piły,Następnie rozluźnić ustawiony śrubę zamykającą siedzenia ostrza piły, a następnie przesuń siedzibę ostrza piły, aby dostosować wielkość zewnętrznej średnicy ostrza piły do odpowiedniej skali siedziby ostrza piły, a następnie zablokuj ustawioną śrubę.
2Jeśli ostrze piły ma złamane zęby lub nowy ząb, należy go użyć.
3Jeżeli obrót ostrza piły nie jest odpowiednio rozluźniony, przesuwanie ostrza piły do przodu nie jest dozwolone w tym momencie, więc po zainstalowaniu ostrza piłyobrócić ostrze piły okrągłej z lewej strony w kierunku przeciwnym do ruchu wskazówek zegara, aby sprawdzić szczelność obrotu, jeśli szczelność jest niewłaściwa, ustawić orzełko przeciwrozluźniające kluczem otwartym M17, aby szczelność obrotowa ostrza piły była odpowiednia.
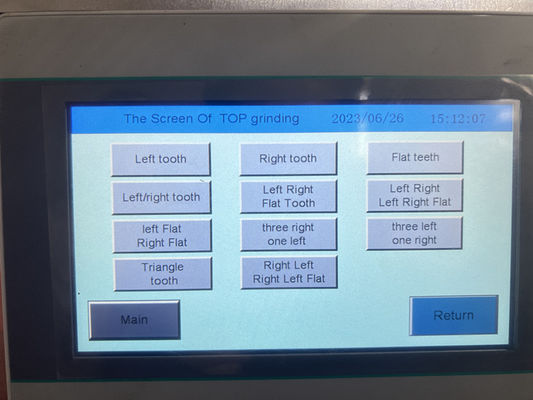
Jaka jest metoda programowania maszyny do szlifowania biegów CNC:
1Po pierwsze, konieczne jest określenie układu współrzędnych obrabiarkę, zwykle przy użyciu prostokątnego układu współrzędnych lub układu współrzędnych biegunowych do opisania pozycji obrabiarki i trajektorii ruchu.
2"W zależności od wymagań części i charakterystyki procesu szlifowania, należy wybrać odpowiednie narzędzie i parametry szlifowania, w tym prędkość szlifowania, prędkość podawania, głębokość szlifowania,itd..
3Użyj specjalnego oprogramowania do programowania CNC lub bezpośrednio na panelu sterowania maszyny do szlifowania biegów CNC do zapisania kodu programowego.Kod programu zawiera instrukcje i parametry Ustawienia każdej operacji szlifowania, a powszechnie używanymi językami programowania CNC są kod G i kod M.
4Punkt początkowy i końcowy są ustawiane w programie zgodnie z geometrii i wielkości obrabialnika.a punkt końcowy jest pozycją, w której narzędzie kończy szlifowanie.
5Instrukcja ścieżki jest zapisana w programie w celu opisania ruchomego ścieżki narzędzia.Efektywne operacje szlifowania można osiągnąć poprzez odpowiednie planowanie ścieżki.
6Zgodnie z wymaganiami obróbkowymi i dokładnością maszyny, ustaw parametry kompensacji i korekcji, takie jak kompensacja promienia narzędzia, wartość kompensacji ustawiona wcześniej itp.Te ustawienia pomagają poprawić dokładność wielkości części i jakość powierzchni.
7Przed rzeczywistą operacją napisany program jest symulowany i weryfikowany przez oprogramowanie do symulacji sterowania numerycznego w celu sprawdzenia, czy program jest prawidłowy i wykrycia ewentualnych problemów z wyprzedzeniem.
8Program pisany jest przesyłany do systemu sterowania maszyny do szlifowania biegów CNC za pośrednictwem odpowiedniego interfejsu w celu zapewnienia poprawności i integralności pliku programowego.
9, Uruchom maszynę do szlifowania biegów CNC i przeprowadź operację obróbki zgodnie z sekwencją wykonania programu.stan narzędzia i obrabiarkę jest monitorowany na czas w celu zapewnienia stabilności i bezpieczeństwa procesu obróbki.
10Po zakończeniu obróbki wyniki przetwarzania są sprawdzane i oceniane.
| Parametry techniczne: |
| Przedział średnicy ostrza piły do obróbki: ¢200- ¢1200mm |
| Światło ostrza piły: ¢10-220 mm |
| Grubość ostrza piły (platy stalowej): 1-12 mm |
| Odległość zęba: 7-110 mm |
| kąt powierzchni zęba: od 5 do +20 stopni |
| kąt zęba od góry do tyłu: 1-20 stopni |
| Pochylenie zębów w lewo i w prawo: końcówka zęba/powierzchnia zęba 20 stopni |
| Zakres biegów szlifowania ostrza: maksymalnie 25 mm (regulowane) zęby/minutę |
| Prędkość szlifowania: 0,5-6 mm/s |
| Prędkość pracy: maksymalnie 20 zębów/minutę |
| Wielkość koła szlifowego (średnica zewnętrzna x otwór): (¢ 125mm x ¢ 32mmX1mm) |
| Szlifowanie negatywnej komory: -15 stopni |
| Prędkość liniowa koła szlifującego: 26 m/s |
| Przepływ pompy wody chłodzącej: 501/min |
| Pojemność butli płynu chłodzącego: 85 l |
| Całkowita moc: 1,85 kW |
| Napęd: trójfazowy 380v |
| Masa mechaniczna: 800 kg |
| Wymiary mechaniczne (długość x szerokość x wysokość): 1600X1100X1800mm |
| Wymagania techniczne: |
| 1. To urządzenie może szlifować aluminiowe ostrza piły TCT, ostrza piły do obróbki drewna i duże ostrza piły stopowej. Jest łatwe w obsłudze i może w pełni wydłużyć żywotność ostrza piły stopowej.Każde ostrze może być ponownie użyte 15-30 razySprzęt ten otrzymał uznanie wielu nabywców. |
![]()
![]()
![]()
![]()
![]()